メニュー
キャンペーン
お知らせ

Mitsuriでの受発注の最新の傾向や統計、サービス最新情報を毎月メールにてお届けします。
WEB上での新規取引のコツや活用方法など役に立つ情報も配信しています!

作成日:
2023-10-03
最終更新日:
2026-06-10
.png)
染谷 ひとみ
板金&品質管理担当
精密板金加工工場のインサイドセールスとして加工と寸法の提案をしてきた経験を経て、製造業の知見と楽しさを提供している。 幼少期からモノの構造を理解するのが好き。JAPAN MENSA会員。
溶接とは、熱・圧力を加えて一体化させる加工法です。材料の接合によって「融接」「圧接」「ろう接」に分けられ、細かな溶接方法は多種あります。この記事では、溶接の代表的な種類であるアーク溶接、レーザー溶接、抵抗溶接などをまとめて解説します。
詳細な溶接の種類分類の前に、よく聞く溶接をピックアップして簡単に解説します。
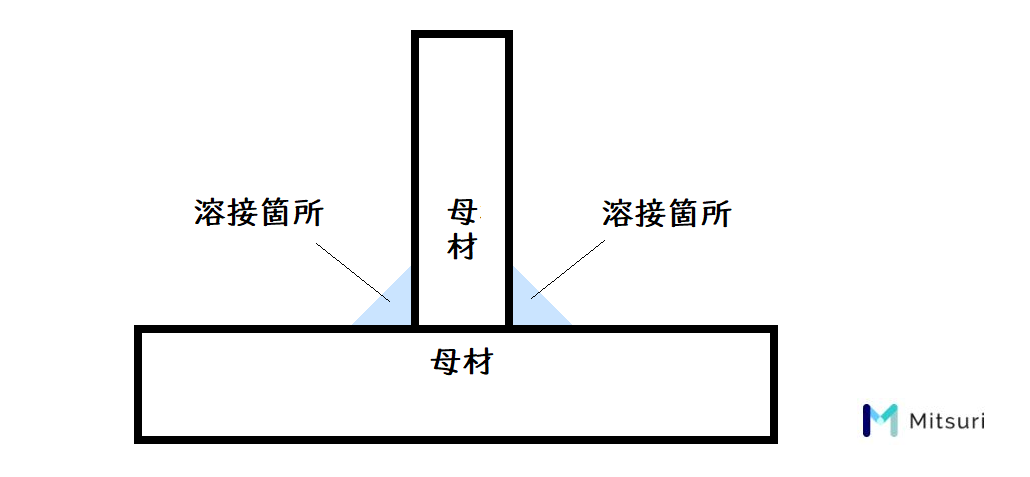
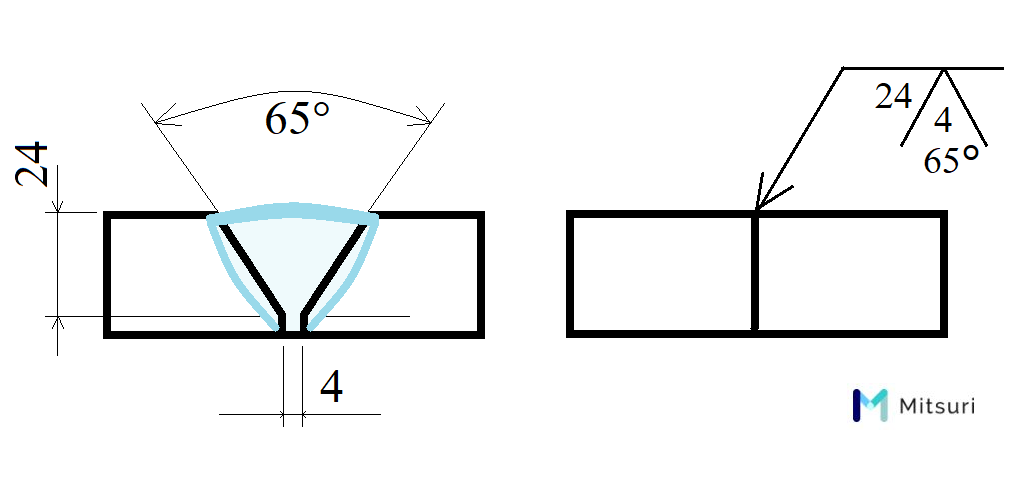
| 隅肉溶接 | 突合せ溶接 (完全溶け込み溶接) |
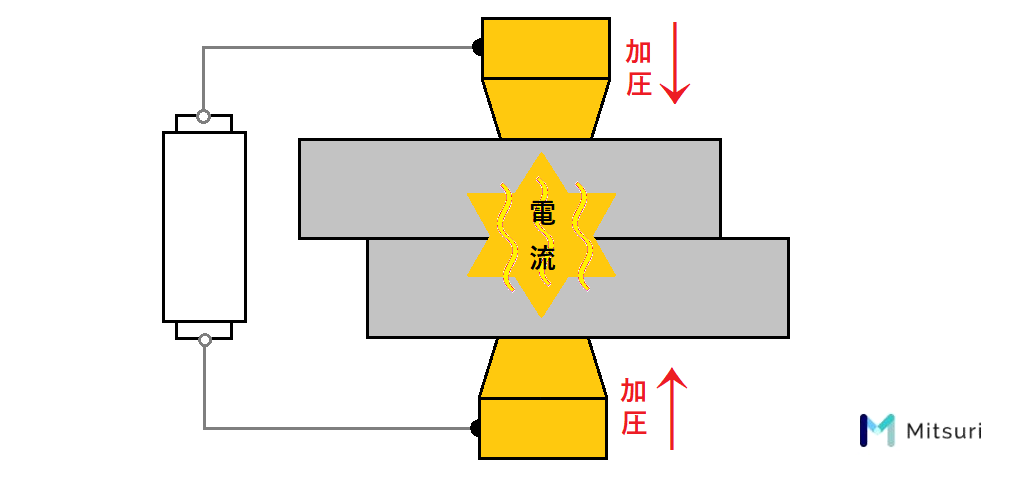
スポット溶接 |
|
|
|
| 母材を直角に配置して溶着する溶接方法。T字継手や重ね継手がある。 | 母材の端を加工して開先を作り、熱した溶接材を流し込んで母材と一体化させる溶接 | 抵抗溶接。重ねた母材を電極で挟み、加圧しつつ電流を流し、溶融部を形成する溶接 |
溶接加工には60種類以上が存在します。大きく分類すると「融接」「圧接」「ろう接」に分けられます。
3つの分類それぞれに、さらに細分化された溶接方法があります。その中から代表的なものとして、アーク溶接(融接)2種類、レーザー溶接(融接)、抵抗溶接(圧接)、ろう付け(ろう接)が挙げられます。

母材同士を液相状態(溶融)で接合する溶接を「融接」といいます。融接には、「アーク溶接」「電子ビーム溶接」「レーザー溶接」「プラズマアーク溶接」などの種類があります。
アーク溶接は、火花が散る放電現象を利用した溶接方法です。「溶接」で最もイメージされやすいアーク溶接は、用いられる溶接機(トーチ)の電極棒(溶接棒)が、溶けるものか溶けないものかで分類されています。溶融電極式のアーク溶接は、溶ける溶接棒を電極として用い、溶接棒が母材と接合するための溶加材の役割を兼ねています。
溶加材が自動的に供給できる仕組みのものは、半自動アーク溶接(半自動溶接)と呼ばれます。その他には、被覆材(フラックス)を塗布した溶接棒を電極にする「被覆アーク溶接」があります。被覆アーク溶接は手動で溶接棒を操作するため安価なメリットがありますが、手動で溶加材を供給しなければならない手間もあります。
参考:【アーク溶接とは!?】代表的な種類や特徴と「メリット・デメリット」を解説

マグ溶接は、ガスシールドアーク溶接の半自動溶接です。シールドガスは溶接部と酸素を遮断し、酸化を防ぐ目的で用いられます。不活性ガスのみでは溶接材の溶け込みが浅くなってしまうため、マグ溶接ではシールドガスにアルゴンやヘリウムといった不活性ガス(80%)と二酸化炭素(20%)を組み合わせた混合ガスが使われます。
二酸化炭素(炭酸ガス)を用いた場合は、アークが狭くなり溶け込みが深くなるデメリットがあります。不活性ガスを用いた場合は、スパッタと呼ばれる金属の粒が出にくく、仕上がりが美しいというメリットがあります。これら不活性ガスと二酸化炭素を組み合わせることで、両方のメリットを得たのがマグ溶接です。
しかし、二酸化炭素はアルミなど非鉄金属と反応してしまう特性があります。そのためマグ溶接は非鉄金属に用いることはできず、鉄(軟鋼)の溶接に用いられます。二酸化炭素を用いる炭酸ガスアーク溶接との比較では、スパッタを少なくしてきれいな仕上がりを目指す場合にマグ溶接が選択されます。
✓マグ溶接の特徴
・半自動溶接
・シールドガス=不活性ガス(アルゴン)+二酸化炭素(CO2)
・非鉄金属NG
・ミグ溶接より低コスト
参考:【マグ溶接】マグ溶接原理や特徴を解説!!他の溶接との違いはどこにある?
ミグ溶接も、マグ溶接と同様にガスシールドアーク溶接の半自動溶接に分類されます。マグ溶接との違いは用いられるシールドガスです。マグ溶接が不活性ガス+二酸化炭素の混合ガスを用いるのに対し、ミグ溶接では不活性ガスのみが用いられます。ただし、不活性ガスのみだとアークが不安定になりやすく、作業がし難くなります。アークを安定させる目的で、一部に酸素を2%程度混ぜて使われることも多いです。
ミグ溶接は、マグ溶接と異なって二酸化炭素を用いないため、金属を選ばないメリットがあります。しかし、日本では二酸化炭素に比べ不活性ガスは高価であり、マグ溶接よりもコストがかかります。
✓ミグ溶接の特徴
・半自動溶接
・シールドガス=不活性ガス(アルゴン)
・ステンレスやアルミなどの非鉄金属OK
・マグ溶接よりもコストがかかる
参考:ミグ溶接を徹底解説!【専門家が語る】素人でも3分で理解できます!
「溶融電極式」のアーク溶接に対して「非溶融電極式」では、溶けない素材でできた電極棒(溶接棒)を用います。溶接棒がそのまま溶加材にはならないので、アーク(バチバチという火花)の中に、溶接機とは別に横から溶加材を入れて溶かす必要があります。

ティグ溶接は、ガスシールドアーク溶接に分類されます。電極棒には溶けないタングステンが使われ、電気を通してアークを発生させる仕組みです。溶接トーチの他に、溶加材を手動で供給する必要があります。また、ティグ溶接は火花が激しく飛び散るようなことがありません。
半自動溶接といった「溶融電極式」に比べ、仕上がりが美しいメリットがあります。シールドガスには不活性ガスを用いるため、金属を選びません。コスト面からステンレスやアルミなどの非鉄金属に多く用いられます。
ティグ溶接の特徴
・電極棒にタングステンを使う
・溶融電極式に比べて仕上がりが美しい
・主にステンレスやアルミに使われる
参考:ティグ溶接とは【専門家が解説】特徴や加工方法について詳細をお伝えします!

プラズマアーク溶接は、プラズマガスとプラズマアークを用いた溶接法です。ティグ溶接と同様に、電極棒にタングステン・シールドガスに不活性ガスが使われます。プラズマ溶接用のトーチ内で不活性ガスはイオン化され、プラズマガスに変化します。ジェットとして噴出するプラズマガスが導電体となり、プラズマアークが作られます。
大きな特徴は、ティグ溶接に比べてアークが狭く絞られるため、溶け込みを深くすることができる点です。ただし、ランニングコスト・装置の価格・メンテナンスコストがティグ溶接よりも高くかかってしまいます。
✓プラズマアーク溶接の特徴
・プラズマガスとプラズマアークを使う
・アークを狭く絞るので溶け込みが深い
・ティグ溶接に比べコストがかかる
レーザー溶接では、レーザー光線の熱を利用します。アーク溶接に比べ、細かく精密さが必要とされる溶接に適しています。レーザー溶接は、異なる種類の金属を接合することも可能です。
ただし、溶接部に水分や油分が微量にでもあると、溶接欠陥に繋がってしまうデリケートな面もあります。母材を固定するためのジグと呼ばれる器具にも高い質が求められます。
抵抗溶接は圧接(加圧溶接)に分類されます。抵抗溶接は、アーク溶接のような融接とは溶接の方法が異なっています。
被溶接材(母材)の金属を重ね合わせて電極で挟みます。電極に電流を流し、溶接部位に発生した熱と圧力で接合させます。溶融凝固した溶接部は、ナゲットと呼ばれます。
抵抗溶接は熟練した作業者を必要とせず、機械化と効率化が容易です。コストを下げられるので、大量生産に向いています。ただし、融接のように外観から溶接部の状態を把握できないことがデメリットです。
参考:【レーザー溶接】仕組み(原理)やメリット・デメリットなどの特徴をご紹介!!

スポット溶接は、抵抗スポット溶接や点溶接とも呼ばれます。文字通り「点”」溶接されることから名付けられました。スポット溶接は主に薄板の溶接(3枚同時の溶接も可能)に用いられ、自動車車体の生産に多用されています。溶接を行うために母材を挟む装置を「ガン」と呼び、「ガン」に電気を供給する装置を「溶接電源」または「溶接機」と呼びます。「ガン」と「溶接電源」は、自動車の生産などに使用される産業用ロボットに直接取り付けられて使われています。
参考:【スポット溶接】メリット・デメリットや他の溶接との違いを専門家が解説!
プロジェクション溶接もスポット溶接と同じく抵抗溶接です。こちらは厚板の溶接に用いられる溶接です。母材の片方にあらかじめプレス加工でプロジェクション(突起部)を施しておきます。 溶接時、プロジェクションに集中的に大電流を流し、溶融凝固させて接合します。
厚板だけでなく、ナットやボルトの溶接にも用いられるほか、薄板の多点数溶接を効率よく行うこともできます。スポット溶接と同様に、溶接機で挟んだ一点に熱が集中するため、母材への熱影響を最低限に抑えられることもメリットです。

シーム溶接も抵抗溶接ですが、電極の形に大きな違いがあります。シーム溶接に用いられる電極は、円板形のローラーです。ローラー電極に電流を流しながら回転させることで、母材を連続で溶接できます。自動車の燃料タンクなど、気密性と防水性を求められる箇所に多く用いられています。アーク溶接では難しい、厚板の溶接が得意です。
ろう付けは古来からある溶接加工法で、日本では奈良の大仏などにも使われています。ガスバーナーなどで溶かした溶加材が接着剤の役目を果たし、母材同士を接合させます。異種材料同士の接合と、厚さの異なる母材同士の接合も可能な点がメリットです。
「はんだ付け」と混同されることも多いですが、溶加材の融点が異なります。はんだが450℃以下であるのに対し、ろう付けに用いられる金属は450℃以上と高温です。融点が高いので、はんだ付けより接合の強度が高くなります。
はんだ付けはろう付けよりも強度が低くなりますが、融点が低いため、はんだごてなどを使って容易に接合できるメリットがあります。電子部品の接続や機器内の配線接続に用いられます。
アーク溶接は母材も加熱し、溶かして接合させます。一方、ろう付けは母材を溶かさずに加熱し、液状にした溶加材で接合させるので、接合の原理が異なります。
参考:ろう付けとは?代表的な種類や特徴、メリット・デメリットを解説
Mitsuriでは溶接の案件募集と加工受付を両方できます。
工場に依頼したい人も、溶接を承りたい方も下のバナーをクリックしてください!

Mitsuriでどんな取引が行われている?
新しい機能を使ってどう新規取引につなげる
そんな疑問に毎月メールでお届けします