【図解】板金加工で溶接できない形状とは?難しい理由と共に解説!

板金加工の中で一番自由が利くように思える加工方法ですが、実は制限が厳しいのが溶接です。
「溶接は金属を強力な糊でくっつけるようなもの」というような認識から、溶接でくっつければいいと考えて設計をしても、なかなか思い通りにいきません。
溶接にどのような制限があるかを知った上で設計をすると、いい図面を書くことができます。
板金加工でよくある形状、よく行う溶接方法に重点を置いて解説します。
「形状は簡単なのに、なぜか加工を断られてしまう」
「各部品調達までは上手くいくのに溶接工場から断られてしまう」
「どの溶接方法を選べばいいのかわからない」
このようなお悩みを解消できるように、背景や原因を含めて解説いたします。
このページは板金加工で加工できない形状の図解シリーズの第3弾です。
第1弾は切断、第2弾は曲げ加工に重点を置いて解説しています。まだご覧になっていない方は、併せて読んでいただくとより理解が深まります。是非ご覧ください。
第1弾:【図解】板金加工で切断できない形状とは?難しい理由と共に解説!
第2弾:【図解】板金部品で曲げ加工できない形状とは?難しい理由と共に解説!
①板金加工では主流ではない溶接方法を指定してしまっている
「溶接」と一言でまとめても、実際には多くの溶接方法があります。
ここでは板金加工で主に使われる4種類の溶接方法をピックアップします。
これ以外の溶接方法を指定すると、溶接を受けてもらえる難易度が格段に上がってしまいます。
- 人の手で溶接する方法
例:Tig溶接、MIG溶接、MAG溶接、半自動溶接、アーク溶接など - レーザー溶接
例:YAG溶接 - 板同士を重ねて溶接する方法
例:スポット溶接 - 板に溶接専用の部品を溶接する方法
例:スタッド溶接
溶接の基本は、人の手で溶接する方法です。人の手でトーチを持って溶接しています。トーチを持って溶接する方法であれば、Tig溶接がMIG溶接に変わるなど、多少方法は変わっても溶接が可能です。
しかし、レーザー溶接、スポット溶接、スタッド溶接を検討している場合は、工場の設備が対応していないと断られてしまいます。レーザー溶接、スポット溶接、スタッド溶接は、板金の溶接の主流の方法ではありますが、工場にとって溶接する機会が多いわけではありません。設備を持っていない工場も多くあります。
依頼前に設備があるか必ず確認しましょう。
②溶接する距離が長くなっている
溶接は熱を使う加工方法です。熱を過度に使うと、金属は歪みます。溶接する距離が長ければ長いほど、製品への歪みのリスクは高まります。少しの歪みであれば、なんとか戻すことができますが、大きく歪んでしまえばその分労力もかかります。ましてや歪みが大きすぎて戻すことができなくなる場合もあります。
同じ製品でも、分割方法や溶接の指示が悪いと、歪みに対する懸念から溶接できない製品になってしまう場合があります。
この要因で溶接を断られてしまう場合は大きく3つあります。
- 溶接する距離が長くなる分割方法になっている
- とりあえず全周溶接を指示してしまっている
- 製品が大きい
順番に説明していきます。
溶接する距離が長くなる分割方法になっている
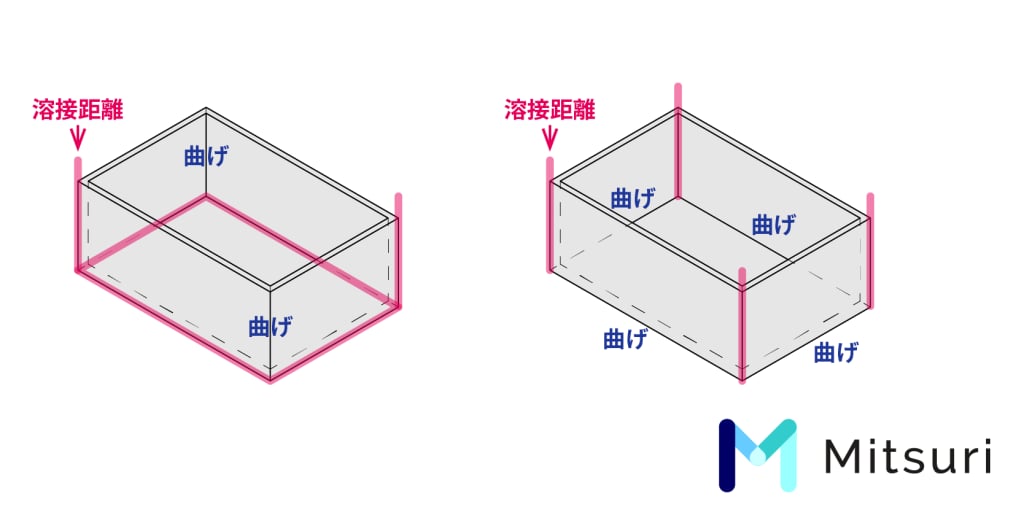
分割方法によっては、溶接距離が長くなってしまいます。溶接距離が長くなると、製品に入る熱の総量も増えます。加えられる熱の総量が増えると、もちろん歪みのリスクが大きくなります。
板金加工工場では、溶接の分割指示がない場合は、溶接距離が最短になるように分割方法を考えます。もちろん、切断ができるか、曲げ加工ができるか、などその他の条件も考えながら分割方法を考えています。
製造業では図面に書いてあることが正として動きます。溶接距離が長くなるように指定されてしまっていたら、「うちでは加工ができない」と思い、断られてしまう場合があります。
もし分割方法にこだわりがないのであれば、敢えて図面に分割方法を書かずに製図する方法もあります。
とりあえず全周溶接を指示してしまっている
溶接は断続溶接でも十分効果がある場合が多々あります。
強度があまりかからず、水漏れなどを考慮しなくていい場合は大抵断続溶接で事足ります。例えば、カバーの裏に取り付けるブラケット、変形防止のリブや格子、ナット溶接などがあります。
断続溶接(断続すみ肉溶接)の指示方法は、こちらの参考記事をご確認ください。
断続溶接の溶接記号の書き方、断続溶接の中でも少し強度を上げる千鳥溶接などを簡潔に解説しています。
参考:溶接記号の一覧【基礎講座】溶接指示を徹底理解!種類と書き方をマスターしよう
製品が大きい
製品が大きいと、必然的に溶接距離も長くなりがちです。
溶接距離が長いと歪みのリスクが大きくなりますし、製品が大きいと製品自体が重くなり、より歪みを戻すのに労力がかかります。人の手では戻せないような溶接品ですと、仕事を受けることもリスクになりますので、お断りされてしまいます。
③溶接のトーチが届かない形状になっている

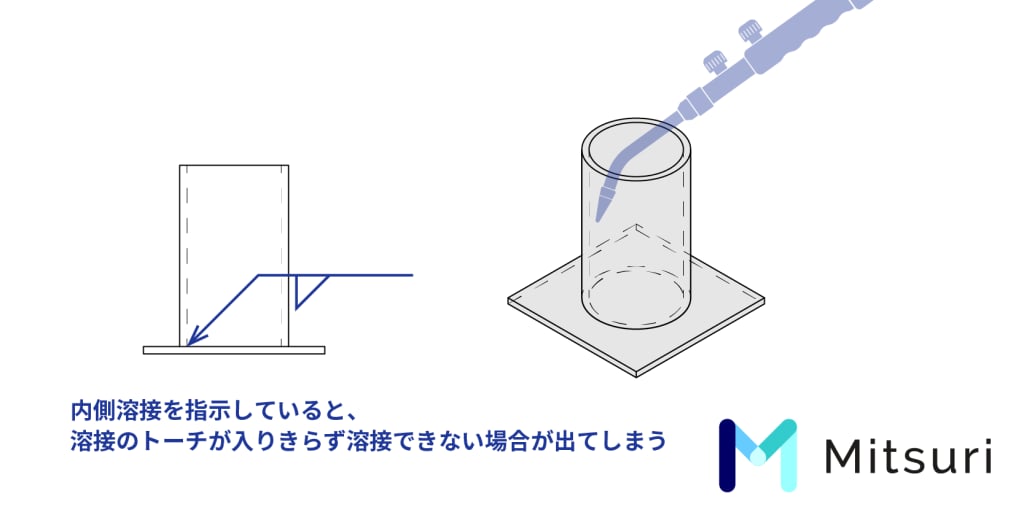
溶接のトーチとは、写真の通りノズルのようなものです。
トーチの噴出孔のすぐのところで溶接を行いますので、噴出口から離れた位置に溶接箇所があると上手くいきません。つまり、トーチの先端が届かない箇所には溶接ができません。下図のように、パイプの内側を溶接するような指示ですと、トーチが届かないので溶接することができなくなってしまいます。
レーザー溶接ですと、トーチの制限が関係なくなりますので、届く場合もありますが、それでも加工できる条件は制限されがちです。
可能な限り、溶接のトーチが届くかどうかを考慮して溶接の指示をつけましょう。
④溶接すると中の空気が密閉される構造になる
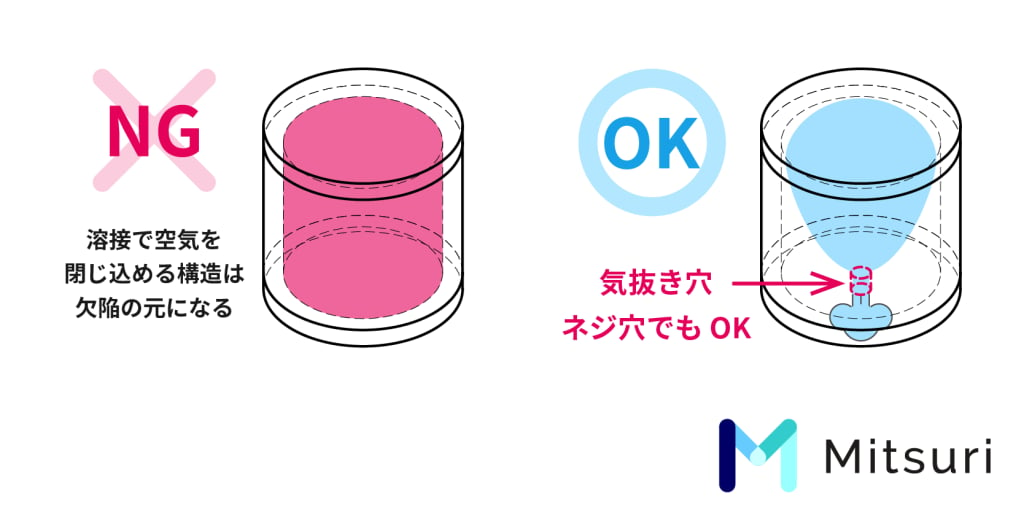
溶接で完全に中の空気を閉じ込めてしまう構造ですと、ブローホールなどの問題が発生してしまい、溶接の強度に欠陥や穴による水漏れが生じてしまいます。
溶接構造をお考えの際は、空気を閉じ込めてしまわないように「気抜き穴」をつけるようにしましょう。気抜き穴は、直径5mm程度の小さい穴で充分です。美的観念から気抜き穴を見せたくない場合は、製品の裏面に設置したり、接地面に設定することで気抜き穴があることがわからなくなります。
気抜き穴をどこにつけたらいいのか判断が難しい場合は、「気抜き穴は目立たない位置にお願いいたします。」と一言添えましょう。
⑤スポット溶接の加工範囲を超えている
スポット溶接は板と板を重ねて、熱を一瞬加えて溶接する方法です。一瞬の間に溶接を終えるのでスポット溶接は熱をあまり加えない溶接方法として人気です。歪みのリスクがあまりないためです。
しかし、スポット溶接にも加工範囲があります。
- 薄板限定であること
- アルミなど熱を逃がしやすい材料には向いていない
この2点が関わります。
薄板限定であること
所持している設備に左右されますが、両方の板の厚さが、目安2mm~3mm程度までが限度になります。板が厚くなると一瞬のうちに充分な熱が通り切らず、溶接ができなくなってしまいます。
アルミなど熱を逃がしやすい材料には向いていない
アルミは熱伝導性が高く、溶接の熱を逃がしやすい材料です。
アルミの場合は、両方の板の厚さが、目安2mm程度までが限度になります。
純アルミと呼ばれるA1050、A1100は特に熱を逃がしやすいので、スポット溶接をお断りされてしまう可能性が高いです。アルミをスポット溶接したい場合は、溶接に向いているA5052での指定をオススメします。
⑥スタッド溶接の加工範囲を超えている
スタッド溶接は、スタッド溶接用のおねじ・めねじを一瞬で溶接する方法です。
スタッドボルトでは一般的にM6までが規格として流通しています。規格のあるものを指定していれば可能です。しかしながら、M8のボルトをスタッド溶接したいということであれば、スタッド溶接では対応ができなくなります。その場合は、全ねじをトーチで溶接することになります。
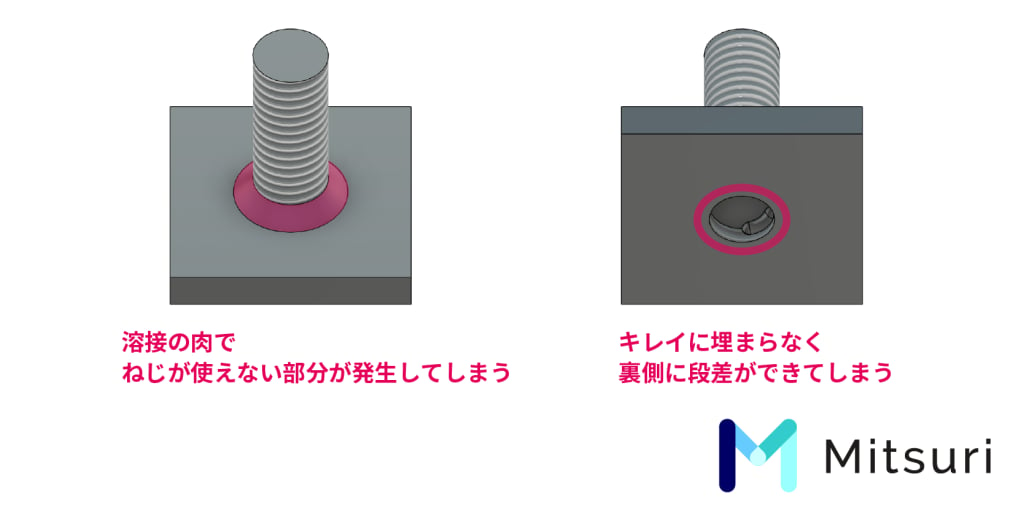
図の左側ように、ねじの溶接部が溶接の肉で使えなくなります。また、それを回避するために、図の右側のように板にねじ穴を開けて全ねじを差し込み、裏から溶接する場合もあります。この場合は裏側に段差ができますので、外観に影響が出ます
⑦溶接に向いていない材料を指定している
金属によって溶接への向き不向きがはっきり分かれます。
基本的には、銅、真鍮、アルミは溶接の難易度が高いです。鉄とステンレスは溶接の難易度が比較的易しい材料です。
しかし、アルミや鉄の中でも材質によっては溶接への向き不向きが分かれていますので、判断が難しくなっている要因になっています。
向いている材料、向いていない材料、溶接難易度は高いが可能な材料を表にまとめましたので、確認してみてください。
| 材質 | 向いている | 溶接難易度は高いが可能 | 向いていない |
|---|---|---|---|
| 鉄 | SS400, SPHC, SPCC | S45C(炭素鋼) 炭素が多いと溶接割れのリスクが高くなる | SECC(電気亜鉛めっき鋼板), SGCC(溶融亜鉛めっき鋼板) 溶接部分のめっきを剥がす必要あり |
| ステンレス | SUS304, SUS316 | ||
| アルミ | A5052 | A2017, A2024, A6061, A6063 高い技術力が必要 A1050 スポット溶接は不向き | A7075 溶接ができても後から割れるリスクがとても高い |
| 銅 | C1020(無酸素銅) | C1100(タフピッチ銅) 水素脆化を起こす | |
| 真鍮 | C2801 |
まとめ
溶接はある程度自由が利くように思える加工方法です。切断や曲げだけで再現できない形状を溶接でくっつけることで多彩な形状が再現できます。故に溶接で加工を断られてしまう場合、何が問題で断られてしまっているのか想像が難しくもあります。
「溶接は熱を加える方法で、熱がたくさん加われば歪みのリスクが大きくなる」ということを年頭に置いて設計をしてみてください。
Mitsuriでは図面をアップロードすると、加工できる工場から見積が届くサービスを運営しております。詳しくはこちらから!
Mitsuriでは、製造業・金属加工に関する依頼や相談を、
初心者でもかんたんに、進めることができます。
図面が未確定な段階からでも分かっている条件を整理したうえで、
複数の工場に相談できます。