曲げRの計算方法【基礎知識】図面指示と板厚・強度

曲げ加工は金属特有の展延性を利用した板金加工の花形とも言える加工方法です。
曲げ加工では、素材を目的の角度に曲げるために、曲げる位置から曲げの中心部までの半径を求めます。これを「曲げR」や「内曲げR」と呼びます。今回は、曲げ加工で必要な曲げRの計算方法について解説していきます。
板金加工における曲げの基本や素材、金型、板厚との関係性や注意点、最小曲げRについても合わせて解説しています。
板金加工における曲げの基本と圧縮応力・引張応力
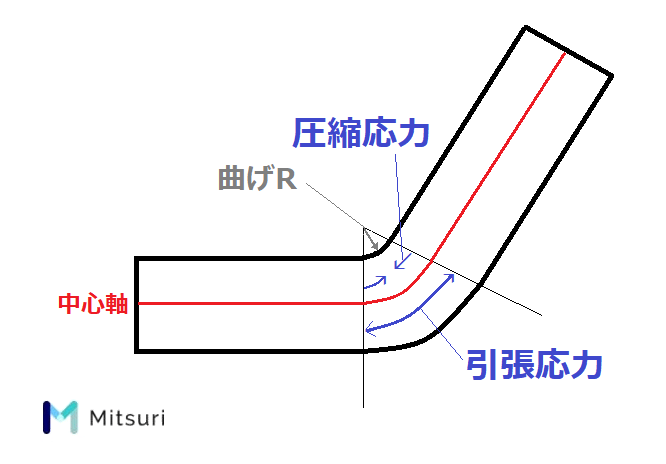
板金加工にて曲げ加工を行うと、板厚の中立軸に対して内側が圧縮されるため、圧縮応力が生じます。外側は引き伸ばされるため引張応力が生じます。
圧縮応力は、圧縮方向に力を受けた時に材料内部に発生する「圧縮に抵抗する力」を指します。引張応力は、引張方向に力を受けた時に材料内部に発生する「引張に抵抗する力」を指しています。
加工後、曲げるための外力が外れると、スプリングバックと呼ばれる材料の反発によって加工部の曲げ角度が開く現象が起きます。これは、材料内部に残った圧縮応力と引張応力に基づくものです。
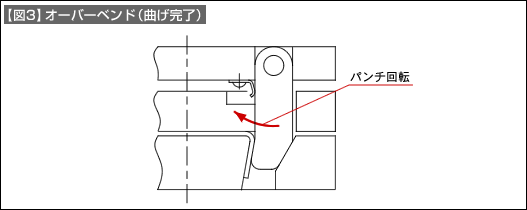
そのため、曲げ角度の設定時には、スプリングバックによる加工後の開きを推測し、オーバーベンドと呼ばれる目的の角度よりも過剰に角度をつけて曲げる手法が一般的となっています。
参考:板金加工における【曲げ加工】の基礎やV曲げ/L曲げ加工について徹底解説!!
材質、金型、板厚との関係と注意点
板金加工における曲げ加工は、材質、金型、板厚を考慮して適切な方法を選択しなければ素材が破損してしまったり、変形してしまう恐れがあります。
板厚が厚くて硬い素材ほど加工が難しく、板厚が薄く柔らかい素材ほど加工しやすくなりますが、これは、板厚が厚いと圧縮応力や引張応力が生じる範囲が広くなり、材質が硬いと圧縮応力や引張応力が大きくなるためで、考慮するスプリングバック量を材質や板厚によって見極めておかなければなりません。
また、板厚が厚くなると板の中立軸が内側にずれていくことにも注意しなければなりません。
厚みのある素材を曲げ加工すると板の内側は圧縮され、板の外側は引っ張られて伸びていきます。圧縮は板の内側から外側へ向けて次第に伸びる力に変化していき、伸びる力も板の外側から内側へ向けて圧縮へと変化していきます。この時、圧縮や伸びる力がつり合い、そのどちらの力も加わっていない面が板厚内部にできていて、それを中立軸といいます。
(1)板厚が厚い場合
板厚が厚い場合は、圧縮よりも伸びる力の方が強くなるため、伸びる力が減衰し圧縮とつり合う地点が元の中立軸より内側になります。
板厚の厚い素材を曲げる際は、中立軸が内側にずれていることを考慮するようにしてください。
(2)板厚が薄い場合
板厚が薄い素材の場合は、板厚に対してかかる圧縮応力と引張応力の面積が少ないため、中立軸の移動率が誤差程度に収まることから、圧縮と引っ張られる力は同等と考えて元の板厚の中立軸を使用して曲げ加工を行います。
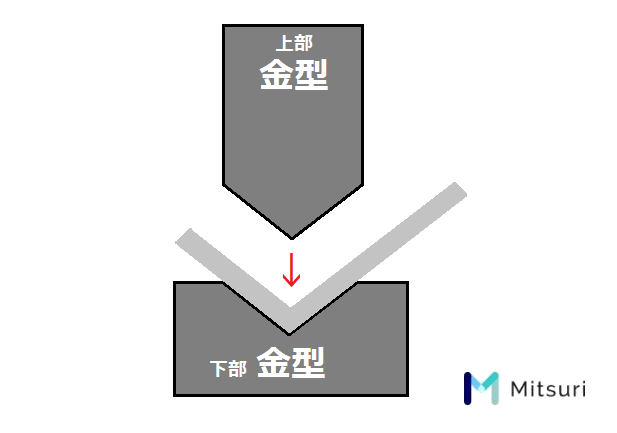
曲げ加工には、下部金型のダイと上部金型のパンチで金属をプレスするプレスブレーキを用いる方法が一般的です。板厚や材質、オーバーベンドが必要かどうかによって適切な方法を取らなければ、理想の形状を作ることは出来ません。
板厚が薄ければ、標準パンチをダイに押し付ける基本的な曲げ加工で対応出来ます。しかし、板厚が厚い場合は、Rパンチ金型を使用し、ダイとなる下金型は通常のV曲げで使用する金型よりも溝が深いものを使用します。
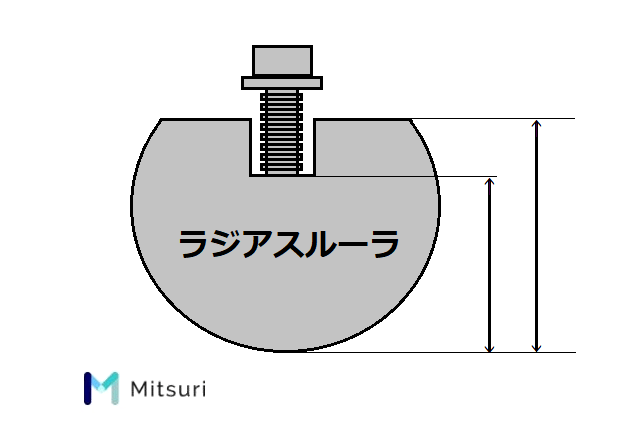
曲げRが大きい場合は素材を少しずつ移動させてRをつける手法もありますが、所定のRになるR曲げ用のパンチであるラジアスルーラー(下図)を使用する方法も取れます。
注意しなければならない点は、板厚が厚いにもかかわらず標準パンチで曲げ加工をしてしまい、素材に傷がつく事や機械が破損してしまう事です。
また、オーバーベンドが必要なのにオーバーベンドができない金型を使用してしまっては指定されたRで正しく曲げ加工することができません。
オーバーベンドが必要であれば、オーバーベンドができるスイングパンチ(下図)を使用するなどして正しいRで曲げ加工ができるようにしましょう。
これらのことから、板金加工における曲げ加工は、素材の材質、板厚、曲げ加工の特徴を考慮して、適切な加工方法と使用する金型を選定することが重要です。
曲げRとは
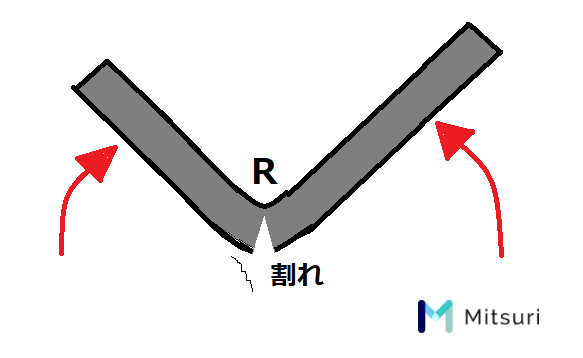
曲げRとは、プレスブレーキやロールによる金属の曲げ加工時に、曲げ位置にかかる半径を指します。この曲げRが小さくなると素材の割れが発生するため、素材を割らずに曲げ加工が行える限界のRを最小曲げRといいます。
最小曲げRは素材の延伸性や板厚によって変わってきますので、設計する際は素材が割れないようなRをつけるか、望んだRに耐えられる素材を選ばなければなりません。
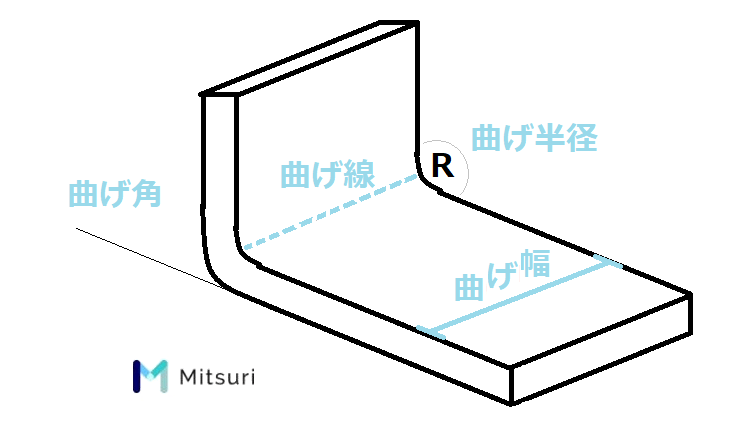
曲げRは曲げ角と混同されがちです。曲げRは曲げ半径を指します。曲げ角はL曲げやU曲げの際にパッドで押さえられているウエブ面からの角度を指すものです。違いをしっかりと把握しておきましょう。
曲げrの計算方法・計算式
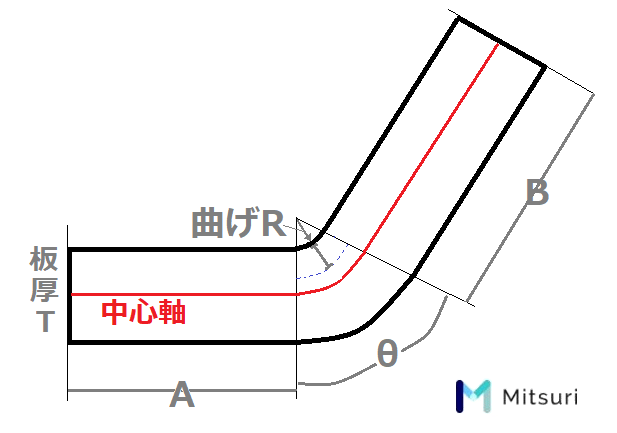
曲げRの計算方法ですが、基本的には曲げRから中立軸までの距離を求めることで計算します。
中立軸は板厚や曲げ角度、内曲げRによって異なりますが、おおよそ板厚の20%~45%程度の位置となり、実際は経験値を採用します。
曲げRの計算式は以下の通りとなります。
曲げRの計算式
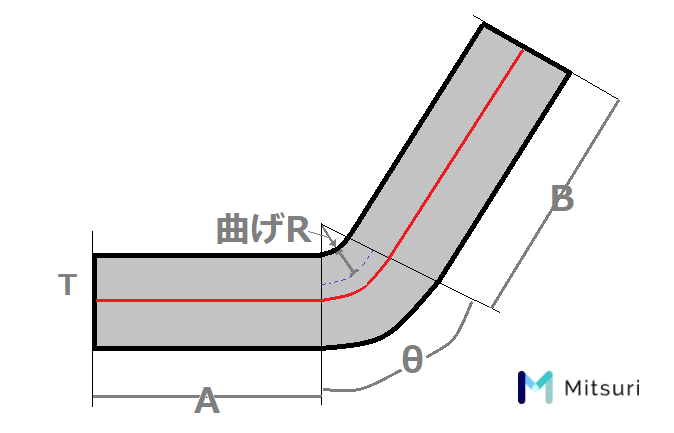
L=A+B+(R+T×λ)×2п×θ/360
L=展開寸法
A・B=曲げ応力のない部分の長さ
R=曲げ内R(半径)
T=板厚
θ=曲げ角度
λ=中立軸移動率(%)※経験値を採用
最小曲げrの計算方法
最小曲げRの計算方法ですが、材質や板厚、金型によって数値が変化するため計算で求めることが困難です。そのため、実作業では設計者の経験値により最小曲げRを設定し素材が割れないように曲げRを設定しています。
基本的に、展延性が低く板厚が厚いものほど最小曲げRが大きくなり、展延性が高く板厚が薄いものほど最小曲げRは小さくなります。
最小曲げRを小さくする方法として以下①~⑥の方法があります。
割れを発生させず、最小曲げRを小さくする方法
①展延性の高い素材を選ぶ。
②曲げ線を圧延方向と直角にする。
③結晶粒度が細かい材質を選ぶ、または熱処理によって細かくする。
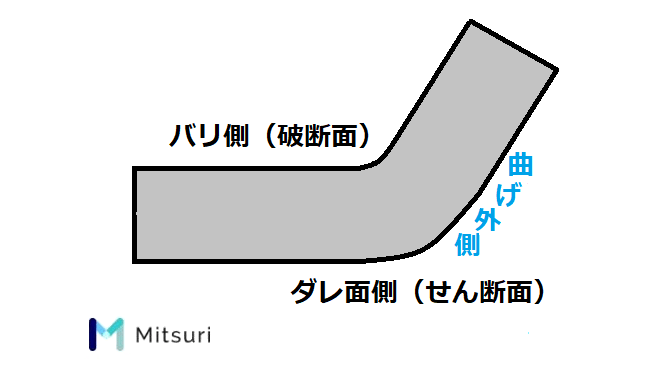
④金型で抜いた素材はダレ面側がせん断面、バリ側が破断面となります。破断面よりもせん断面の方が伸びやすく割れにくいため、ダレ面が曲げ外側とする。
⑤曲げ線と外形線が一致していると曲げ半径領域に外形の輪郭が干渉します。そのため、曲げに伴う材料の伸びが不十分になり割れやすくなるので、曲げ線と外形線を一致させない。
⑥曲げ幅を板厚の8倍以上とる。
曲げ加工で素材割れが発生する場合は、以上①~⑥などの方法で割れ対策を行うことができ、結果として最小曲げRを小さくすることができます。
板金曲げRの図面指示
曲げ加工に関して、内側のR指示の場合は上型の金型を替えるだけで加工が可能です。対して、外側のR指示の場合は上型、下型の両方が必要となり、コストが高いです。特別外側のR指示が必要でない場合は、内側のRを指定するとコストを下げることができるし、加工も早いです。
基本寸法の記載の仕方ですが、図面内で外外・内内が混在すると確認作業が増えるのでコスト高です。作業ミスも起こりやすいです。寸法精度にこだわらないのであれば、外外で記載しましょう。寸法検査がしやすく、確認作業が減り、コスト減につながる可能性があります。
曲げの外Rを指定するとコストが上がります。指定されたRの金型(ダイ)を作る必要が出てきてしまうからです。指定するなら内Rです。標準で金型がついているので、対応しやすいです。特に指定がない場合は最小Rとするとコストが下がります。
曲げRの計算方法や板金加工における曲げの基本、材質・金型・板厚との関係や注意事項を解説してきました。板金加工における曲げRは、素材割れやへこみを防ぐために、素材の展延性や板厚、使用する金型を考慮して設定する必要があります。
曲げR自体は、内側から中立軸までの長さを求めることによって得ることができますが、基本的には参考値でしかなく、経験値によって修正することが求められます。
「曲げRの計算はしたけれど経験値での修正ができなくて依頼が出せない。」
そういったお悩みを持っている場合は、ぜひMitsuriをご活用ください!
図面をアップロードするだけで、加工できる工場から見積が届きます。
WEB上で見積~発注まで完結します。詳しくは下のボタンから!
Mitsuriでは、製造業・金属加工に関する依頼や相談を、
初心者でもかんたんに、進めることができます。
図面が未確定な段階からでも分かっている条件を整理したうえで、
複数の工場に相談できます。