メニュー
キャンペーン
お知らせ

Mitsuriでの受発注の最新の傾向や統計、サービス最新情報を毎月メールにてお届けします。
WEB上での新規取引のコツや活用方法など役に立つ情報も配信しています!

%20(1).png)
志民 直人
技術営業、カスタマーサクセス
切削加工歴29年の1級機械加工技能士(精密器具製作/フライス盤/数値制御フライス盤)。金型・部品加工経験を持ち、CAD・CAMや各種工作機械に精通。設計からカスタマーサービスまで幅広く対応。製造現場改善や治具設計も得意。趣味は日曜大工、ゲーム。
ネジには、加工方法が異なる「転造ネジ」と「切削ネジ」があります。これらは強度面での違いのみならず、生産性も異なります。また、それぞれの加工方法には、得意・不得意なネジ形状があります。
そのため、ネジの製作をご依頼される場合には、希望の強度や生産数、ネジの形状によって、どちらの加工方法でネジを製作するかを検討する必要があります。
今回の記事では、転造ネジと切削ネジ、それぞれの加工法の詳細について解説します。希望や状況に合わせた選定方法もご紹介していますので、参考にしてください。
転造ネジと切削ネジの大きな違いは強度です。転造ネジの方が強度が高く、その強度の違いは最大で1.5倍にもなります。
また、生産性も異なります。転造ネジの方が生産性が高いものの、製作に金型が必要となるため、その分の初期コストがかかります。
一方、切削ネジの製作には、金型が不要です。少量生産で多様な形状のネジを製作する場合にコストメリットがあります。

転造加工とは、素材を転がしながら圧縮して成形する塑性加工の一つあり、鍛造加工の一種です。「ダイス」という工具を備えた工作機械である「転造盤」を使用します(図1)。主に円筒状の素材が加工対象です。素材をダイスで挟み込んで圧力をかけ、同時にダイスを動かして素材を転がし、円筒表面を加工します。ネジ、歯車、スプライン・セレーションシャフト(動力伝達用の軸状部品)など、回転対称の部品を製造するときに用いられる加工方法です。
転造加工には、ダイスの形状や動かし方の異なる数種類の加工方式があります。
| 平ダイス転造方式 | 丸ダイス転造方式 | プラネタリ転造方式 |
|---|---|---|
|

|

|
| 2枚の板状ダイス(平ダイス)で素材を挟み、片方もしくは両方のダイスを平行に動かして加工する転造方式。 | 2つ又は3つの円筒状のダイス(丸ダイス)で素材を挟み、全てのダイスを一方向に回転させて加工する転造方式。 | アーチ状のダイス(セグメントダイス)と丸ダイスで素材を挟み、丸ダイスのみを回転させて加工する転造方式。 |
| 平ダイス転造盤 カウンターフロー転造盤 | 丸ダイス転造盤 | ロータリー転造盤 |
プラネタリ転造方式は、雄ネジ加工に適した加工方法です。使用するダイスによって、多様な形状を製作可能です。

E溝加工・尖り先加工・球面加工は、その形状を写し取った板状のダイス(ダイプレート)を使用し、平ダイス転造方式で金型形状を転写するように成形します。また、ローレット加工は転造加工などで素材表面に施された細かい凹凸状の加工のことです。
参考:転造加工とは?加工可能な金属やメリット・デメリットを解説!
転造加工を採用した場合のネジ製作は(1)頭部圧造→(2)転造加工→(3)熱処理→(4)表面処理の流れで進みます。
頭部圧造は、ネジの頭部を鍛造加工によって成形する工程です(図3)。ヘッダーマシンと呼ばれる工作機械で線材や丸材を切断し、材料の一端を以下の順序で加工して頭部を成形します。



ネジ製作の転造加工は、転造盤でネジ山を成形する工程です。平ダイス転造方式では、ネジ山の形状を写し取った固定側と移動側の2枚の平ダイスを使用します。加工品を平ダイスで挟み、一定の圧力をかけながら転がすことで、表面にネジ山を成形します。移動側のダイスが1往復する毎にネジ1本が製作できます。

図6のように、平ダイスのネジ山部が押し付けられることでネジ谷部が形成されます。同時に金属が流動して盛り上がることで、ネジ山部が形作られます。
成形が完了したネジを強く・硬く、または軟らかくしたい場合には、熱処理を施します。素材が鋼材であれば、多くの場合「焼入れ」「焼戻し」を行います。焼入れは強度を与えるため、加熱後に急冷する熱処理です。ただし、脆くなることから靭性を回復させるために焼戻しを行います。焼戻しは、焼入れよりも低温で加熱して保持する熱処理です。

タッピンネジやドリルネジなどは、ネジ山の硬度をより上げるため、浸炭焼入れを行うことがあります。浸炭焼入れは、素材表面を硬化させるため、焼入れ時に炭素を素材表面に浸入させて表面を硬化させる熱処理です。そのほか、追加工がしやすいように軟化させる焼なまし(焼鈍)や強度・延性を向上させる焼ならしを行うことがあります。
ネジ製作では、ほとんどのケースで表面処理を施します。ただし、材質がステンレスの場合には表面処理を行わないことがあります。メッキが最も多く採用されます。耐食性や表面の硬度、装飾性などを向上させるために亜鉛やニッケル、クロムなどのメッキを施します。
鋼鉄製のネジでは、メッキの代わりに黒染めやパーカーと呼ばれる化成処理を施すことがあります。黒染めは、表面を酸化させて四三酸化鉄の酸化皮膜を形成させる表面処理です。耐食性の向上が見込める上、光沢のある黒い色が得られます。
パーカーは、リン酸塩皮膜を形成させる表面処理です。耐食性と耐摩耗性が向上するとともに、艶なしのマッドな黒色が得られます。
ネジを転造加工で製作すると、高い強度が得られます。転造加工の材料となる線材・棒材は、長さ方向にファイバーフローと呼ばれる繊維状に結びついた金属組織を形成しています。

図8は転造加工によって製作したネジ山のファイバーフローを示したものです。転造加工ではファイバーフローが切断されずに残ります。鍛造加工品に共通しますが、ファイバーフローが表面に沿っていると衝撃値や疲労強度が高くなるとともに、表面に生じる引張応力に対して強靭です。
また、転造加工では強い圧力をかけてネジを成形する塑性変形です。塑性変形では加工硬化が起こり、硬度も高まります。
転造加工では、切削加工で生じるようなバリが発生せず、また研削された滑らかなダイスで圧縮するため、平滑な仕上げ面が得られます。従って、材質にもよりますが、ねじ面は光沢を帯びた鏡面仕上げとなります。
転造加工で使用される工具(ダイス)は材料と面で接するため、点で接する切削加工と比べて寿命が長くなります。
転造加工は材料歩留まり率が悪い切削加工と異なり、材料を圧縮して成形するため、切り屑を排出しません。
転造加工は鍛造加工でもあります。切削加工と比べて、短い時間で加工することができます。
転造加工は工具寿命が長いです。工具が長持ちするので工具の交換頻度が少なくなり、工作機械の稼働率が上がります。さらに切り屑も出ないため、材料の歩留まり率が高いです。そして短時間で加工ができます。
転造加工は生産性が高く、大量生産に適した加工方法です。

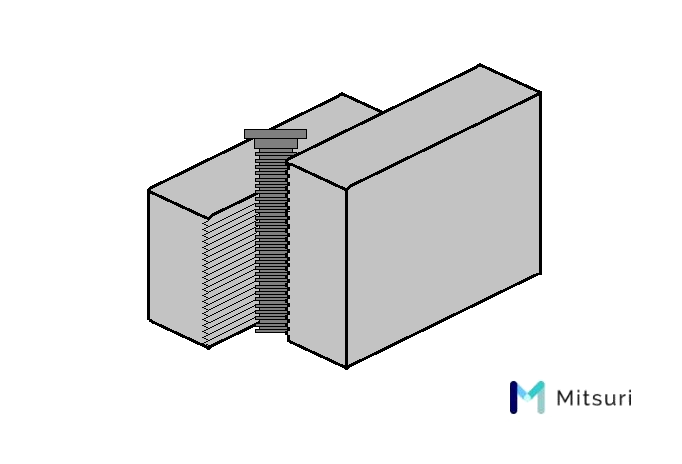
切削加工とは、素材の一部を削り取って成形する加工方法です。回転させた材料に工具を当てて削る旋削加工と、材料に回転させた工具を当てて削る転削加工に分類されます。
雄ネジの製作には、円筒状素材の加工を得意とする旋削加工が適しています。旋盤やネジ製作に特化したねじ切り盤と呼ばれる工作機械が使われます。
旋盤を使用する旋盤加工には、ネジ山を成形する「ねじ切り加工」があり、その加工法の専用工具である「ネジ切りバイト」があります。転造加工とは異なり、工具を付け替えれば雄ネジだけでなく、雌ネジの加工もできます。

参考記事:切削加工の種類【専門家が解説】フライス加工、旋盤加工について詳細をお伝えします!
切削加工を採用した場合のネジ製作の流れは、(1)切削加工→(2)熱処理→(3)表面処理です。熱処理・表面処理は転造加工と同じ内容なので、(1)切削加工のみ説明します。
切削ネジは通常、切削加工だけでネジの全ての成形を完了させます。切削加工では、ネジの頭部など直径が最大の部分と同等もしくはより大きい直径を持つ丸材からネジを削り出します。
(1)旋盤に片刃バイトなどを取り付け、外形を仕上げる
(2)ネジの逃げ(ネジ部のネジ山がない部分)を突切りバイトで作る
(3)旋盤のバイト自動送り機能を利用してネジ山を成形する(ねじ切り加工
※NC旋盤を用いれば、プログラムした形状通りにネジ全体を成形できます。
六角ボルトなどは、ネジの頭部や駆動部は回転対称でないことが多いため、これらの部分はフライス加工などで加工します。また、頭部が六角形の場合、六角棒の外形をそのまま利用することもあります。
切削加工ではファイバーフローを切断してネジを成形するので、転造加工で製作したネジに比べて強度が劣ります。

図11:切削ネジのファイバーフローは切断される
切削加工では工具を取り替えるだけで、多様な形状の加工が実現できます。フライス加工も併用すれば、回転対称でない形状の加工も可能です。そのため、転造加工に比べて複雑な形状のネジを成形できます。
切削加工では、転造加工のように完成品の形状が工具(ダイス)の形状で決まるわけではありません。加工の仕方を変える自由度があり、工具を取り替えることもできるので、多様な形状のネジを製作することができます。
切削加工では加工中に削り屑が発生するため、切削した分の金属が無駄になってしまいます。
転造ネジと切削ネジには様々なメリット・デメリットがあります。それぞれの特徴から、希望や状況に合わせた選定方法をご紹介します。
| ファイバーフロー(フローライン)形成と強度の違い | |
|---|---|
| 転造ネジ | 切削ネジ |
|

|
| 高強度 | 転造ネジより弱い強度 |
転造ネジと切削ネジでは、ファイバーフロー(フローライン)の形成する様子が異なり、転造ネジは切削ネジよりも高強度です。これを要因とする強度の差は約20%にも達します。さらに転造ネジは加工硬化を起こすことから、さらなる高い強度が見込めます。強度を必要とする場合は、転造ネジを選びましょう。
転造ネジは回転させながら圧縮して加工するため、完成品の形状は回転対称に近い形状になります。一方、切削ネジではタレット旋盤を用いたり、フライス加工を併用したりすれば、複雑な形状を実現できます。ネジの形状が複雑な場合は、切削ネジしか選択肢がない可能性があります。
転造ネジの加工は、初回に金型となるダイスを製作してしまえば高い生産性が見込めます。一方、切削ネジの加工は、NC(CNC)加工機による自動化が可能ではあるものの、ほとんどの場合で加工速度が転造加工に劣ります。
また、転造加工では切り屑を排出せず、絞り加工によって材料を引き伸ばすため、より少ない量の材料で同寸法のネジを製作可能です。よって、大量生産品には転造ネジが適しています。
転造ネジの加工では、1種類のネジの形状に対して1つのダイスが必要となります。一方、切削ネジの加工では金型を必要とせず、1つのネジの製作ごとに形状を変えられます。多品種少量生産の場合は、切削ネジが適しています。
ネジの製作は、強度や形状によって加工方法を選定する必要があり、ネジの生産量も加工方法の選択に影響があります。ネジの製作をご依頼する際は、これらを参考にして最適な加工方法を選定してください。
Mitsuriでどんな取引が行われている?
新しい機能を使ってどう新規取引につなげる
そんな疑問に毎月メールでお届けします