メニュー
キャンペーン
お知らせ

Mitsuriでの受発注の最新の傾向や統計、サービス最新情報を毎月メールにてお届けします。
WEB上での新規取引のコツや活用方法など役に立つ情報も配信しています!

作成日:
2023-10-03
最終更新日:
2025-01-14
金属加工業界最大級のマッチングプラットフォーム「Mitsuri」を手掛ける企業。
「未来の製造業をつくる」をモットーに、製造業DXを推進している。
工業や建築などの分野では、穴をあけることを「もむ」ということがあります。
この「もむ」から、すり鉢形状の穴をあける加工のことを「皿モミ加工」といいます。また、加工後の形が皿形状の穴であるため皿穴加工と呼ぶこともあります。
今回の記事では、この「皿モミ加工」について、基本的なところから実際に加工するときの寸法や方法までわかりやすく解説していきます。

引用元:海内工業株式会社
例えば、皿形状の頭を持つねじを板金にねじ込むとき、単に穴をあけただけではねじ頭が出っ張ってしまいます。皿モミ加工は、そのねじ頭を板金と同じ面もしくはそれ以下に沈めるために、板金へあけた穴の縁を面取りする加工です。
また、似たような加工にザグリ加工があります。「ザグリ」とは、ねじを締めるとき、座りをよくするために穴の周辺を加工することです。そのため、ザグリ加工には、皿ねじに限らないねじ一般の頭部を隠すための加工も含みます。例えば、ねじを入れ込む穴に段を成形する段加工もザグリ加工の一つです。皿穴加工についても、ザグリ加工の一種と言えるため、皿ザグリ加工と呼ばれることがあります。
皿穴加工の代表的な事例としては、扉の蝶番が挙げられます。蝶番は、扉を閉めるときにその羽がぴったりと閉まります。そのため、ねじが出っ張っていると扉はしっかり閉めることができません。
そのほか、人の目に付く外観部、他の部品等を傷つけてしまう部分、人が引っ掛けてしまう箇所にも皿穴加工はよく行われます。
皿穴加工の寸法は、皿頭ねじのサイズがJIS規格で標準化されているので、ねじのサイズに合わせて決まってきます。
皿頭ねじは、そのねじ部の直径(呼び径)から、呼び径が2mmならM2というようにM○といった名称で呼ばれます。さらに、皿頭の開き角度は呼び径によらず90°で、それぞれ皿頭の径や高さが規格で決まっています。ただし、ねじ部の長さ(呼び長さ)だけは製品によって幅があります。
下表は、代表的な皿頭ねじのサイズです。
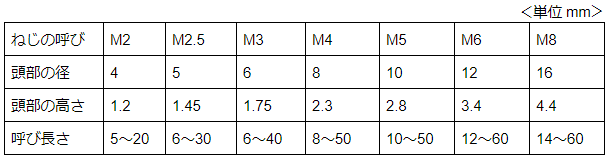
引用元:ネジの百科事典
しかし、皿穴加工した皿穴は、皿頭を板金と同一面にする場合でも、ねじの頭よりわずかに大きい形状にする必要があります。そして、皿穴のサイズを変えることでねじの沈みを調整することができます。ただし、板金が皿頭の高さより薄い場合には、皿穴加工できないので注意が必要です。
下表は、代表的な皿頭ねじに対しての一般的な皿穴のサイズです。

引用元:海内工業株式会社
皿頭ねじのサイズと皿穴のサイズを比べると、M2では皿頭ねじのサイズと比べて0.3mmほど皿穴のサイズを大きく成形しています。それにより、皿穴の深さが1.2~1.4mmとなり、ねじの皿頭が板金と同一面か0.2mmほど沈み込む状態になるようです。
皿穴の加工方法には、切削、バーリング、パンチングの3種類があります。
切削加工は、ボール盤や電気ドリル、インパクトドライバーなどの切削工具にドリルを取り付けて削り取る加工方法です。
切削加工で皿穴に加工する場合、切削工具に皿穴加工専用のドリルを取り付けて加工します。このとき、事前にねじ部の穴あけ加工を行う必要がありますが、最近の皿穴加工専用ドリルには、下図のような穴あけ加工と皿穴加工を一気にできるものもあります。
TRUSCO 段付ドリル 皿小ねじ用 M4 TSSMM4

引用元:Amazon
また注意点として、皿穴加工専用のドリルを使わないと、ねじがきっちりはまる皿穴にならないことがあります。例えば、皿穴加工専用ではない一般的なドリルの先端角は118°もしくは120°です。そのため、皿穴の直径を皿頭ねじの直径に合わせて皿モミしてもねじは浮いてしまいます。

引用元:株式会社平出精密
バーリング加工はプレスすることで、穴を広げると同時に穴の縁にフランジと呼ばれる盛り上がりを成形する加工方法です。
プレスに皿穴用の金型を取り付けることで、フランジの成形と同時に皿穴加工を行うことができます。また、フランジを成形できるので、切削加工では皿モミできない薄い板金でも皿穴を成形できる利点があります。
パンチング加工は、プレスすることで、金型の形に穴を打ち抜く加工方法です。
プレスに取り付ける金型によっては、穴の打ち抜きと皿穴の成形を同時に行うことができます。そのため、切削加工やバーリング加工での手間が不要で低コストで皿穴を成形できます。しかし、パンチング加工では、板金をちぎり取ったり押しつぶしたりして穴あけや成形を行うので、バリと呼ばれる突起状の変形や反りなどが発生することがあります。
以上、皿穴加工についてご紹介しました。
皿穴加工は皿ねじの頭部を隠すため、ねじ穴の縁を皿形状に面取りする加工方法です。また成形される皿穴は、皿ねじよりわずかに大きく、また皿ねじのサイズ誤差を吸収できるようなサイズでなくてはなりません。
金属加工メーカーによっては、板金表面と皿頭を同一平面にすることが標準であったり、皿頭をわずかに沈み込ませることが標準であったりと、皿穴のサイズはメーカーによって微妙に異なります。そのため、ご依頼の際にはお問い合わせの上、発注することをおすすめします。
また、皿穴加工は加工方法によって皿穴のクオリティが違ってきます。コスト・クオリティ等、条件面やメーカー探しでお悩みの方は、ぜひMitsuriにご登録ください。

Mitsuriでどんな取引が行われている?
新しい機能を使ってどう新規取引につなげる
そんな疑問に毎月メールでお届けします