ポケット加工とは?コーナーRと加工費の関係を解説
ポケット加工とは?コーナーRと加工費の関係を解説
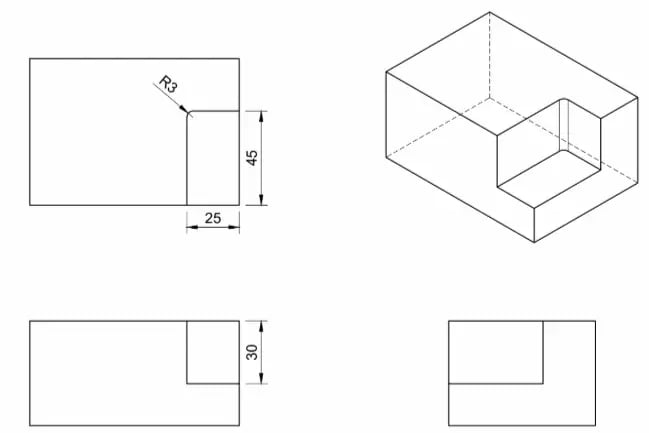
ポケット加工とは、金属材料の一部を掘り込むように削る加工です。
マシニングセンタなどを使い、プレートやブロック材の一部をくぼませることで、部品の軽量化、部品の逃げ、はめ込み部、座ぐり形状などを作る際に使われます。
一見すると単純な掘り込み加工に見えますが、ポケットの深さや内側コーナーRによって、加工時間や加工費が大きく変わることがあります。
この記事では、ポケット加工の基本と、金属加工を依頼する際に注意したいポイントを解説します。
ポケット加工とは
ポケット加工とは、材料の一部を削り取り、くぼんだ形状を作る加工です。
たとえば、以下のような形状で使われます。
- 部品をはめ込むためのくぼみ
- 軽量化のための肉抜き
- ボルト頭を逃がすための座ぐり形状
- 他部品との干渉を避ける逃げ形状
- 治具やベースプレートの掘り込み部
プレートやブロック材の一部を削る加工なので、機械加工ではよく使われる形状です。
ポケット加工で注意したいポイント
ポケット加工を依頼する際に特に注意したいのが、ポケットの深さと内側コーナーRです。
ポケットが深く、さらに内側コーナーRが小さい場合、細くて長い工具を使う必要があります。
そのため、加工時間が長くなったり、工具が折れやすくなったりして、加工費が高くなりやすくなります。
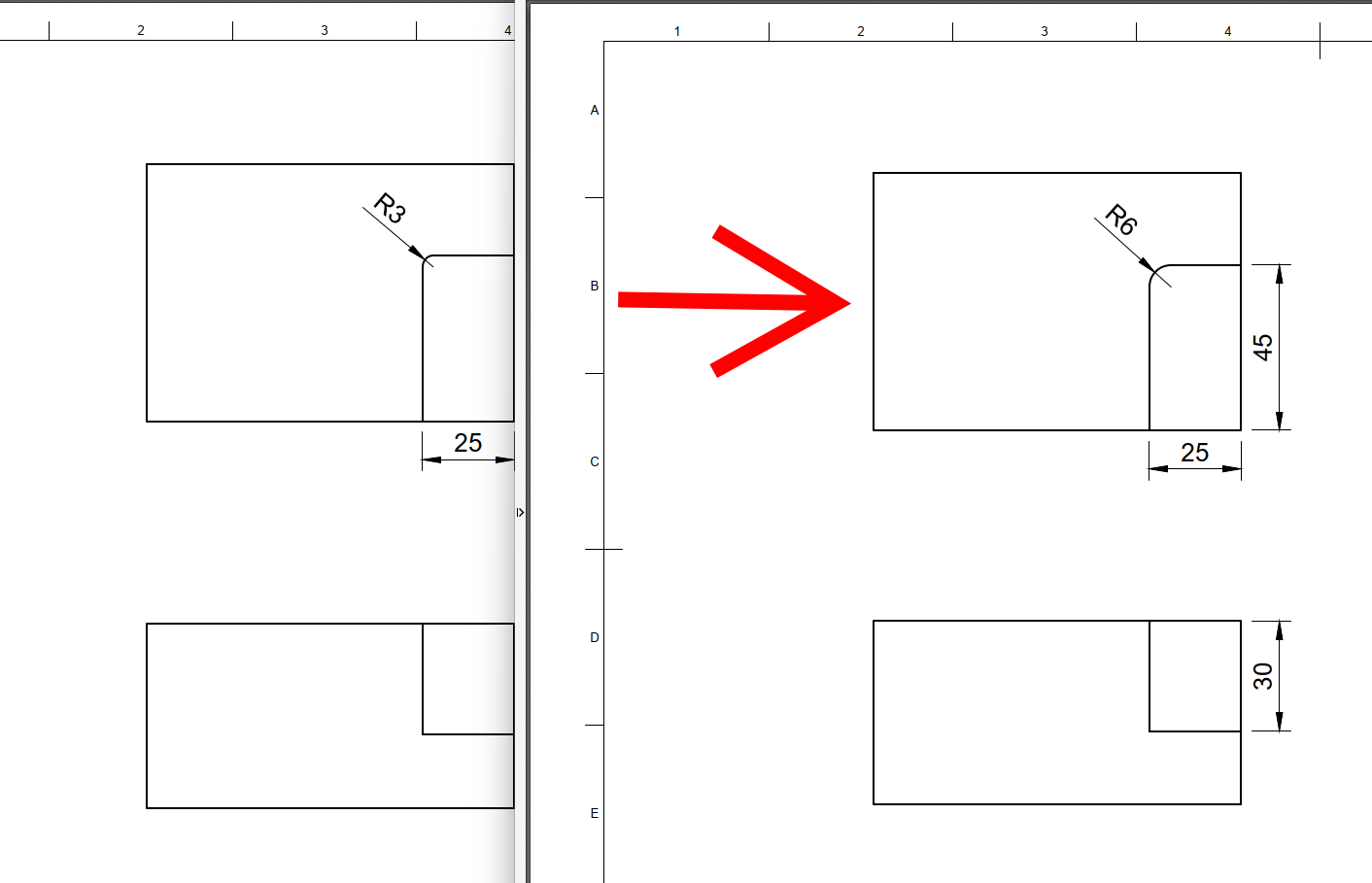
内側コーナーRが小さいと高くなりやすい理由
マシニングセンタでポケット加工を行う場合、通常はエンドミルという回転工具を使って削ります。
エンドミルは丸い工具なので、ポケットの内側コーナーには工具径に応じたRが残ります。
たとえば、内側コーナーRを小さくしたい場合は、より細いエンドミルを使う必要があります。
- R5を加工したい場合:直径10mm以下の工具が必要
- R3を加工したい場合:直径6mm以下の工具が必要
- R1を加工したい場合:直径2mm以下の工具が必要
工具が細くなるほど、剛性が低くなり、折れやすくなります。
また、一度に削れる量も少なくなるため、加工時間が長くなります。
その結果、見積り金額が高くなりやすくなります。
深いポケットと小さいRの組み合わせに注意
ポケット加工では、深さに対して内側コーナーRが小さすぎる形状に注意が必要です。
一般的に、エンドミルの刃長は工具径の2.5倍程度がひとつの目安です。
たとえば、直径6mmのエンドミルであれば、刃長は15mm程度が目安になります。
この場合、深さ30mmのポケットにR3を指定すると、直径6mm程度の工具で深く加工する必要があり、工具の突き出しが長くなります。
工具の突き出しが長いと、以下のような問題が起きやすくなります。
- 工具がびびりやすい
- 加工面が荒れやすい
- 工具が折れやすい
- 加工条件を落とす必要がある
- 加工時間が長くなる
つまり、深いポケットほど、内側コーナーRを大きくした方が加工しやすくなります。
加工費を抑えるための考え方
ポケット加工の加工費を抑えるには、できるだけ加工しやすい形状にすることが大切です。
特に、以下の点を意識するとよいでしょう。
- 内側コーナーRをできるだけ大きくする
- 深いポケットに小さいRを指定しない
- 必要以上に深い掘り込みを避ける
- 角が必要な場合は逃げ形状を検討する
- 加工が必要な範囲を最小限にする
たとえば、部品をはめ込むために四隅の角が必要な場合でも、完全なピン角にするのではなく、逃げ穴や逃げ溝を設けることで加工しやすくなる場合があります。
設計上問題がなければ、内側コーナーRは小さくしすぎず、使用できる工具径に余裕を持たせることが大切です。
ピン角は基本的に加工できない
ポケットの内側コーナーを完全な直角、いわゆるピン角にしたい場合もあります。
しかし、マシニングセンタでエンドミル加工を行う場合、工具が丸いため、内側コーナーに完全な直角を作ることはできません。
どうしてもピン角に近い形状が必要な場合は、以下のような方法を検討します。
- 放電加工を使う
- 逃げ穴を追加する
- 逃げ溝を追加する
- 相手部品側の角を面取りする
- 組み立てに影響しない範囲でRを許容する
ただし、放電加工など別工程が必要になると、加工費や納期が増える場合があります。
そのため、設計段階で「本当にピン角が必要か」を確認しておくことが重要です。
図面で指定しておきたいポイント
ポケット加工を依頼する際は、図面上で以下の内容を明確にしておくと、見積りや加工がスムーズです。
- ポケットの深さ
- 内側コーナーR
- 底面の面粗度
- 側面の面粗度
- 角部に逃げが必要か
- ポケット内に相手部品が入るか
- 干渉してはいけない箇所
特に、内側コーナーRの指定がない場合、加工側で工具に合わせたRを判断することがあります。
相手部品が入る形状の場合は、コーナーRが干渉しないか事前に確認しておきましょう。
見積り時に確認したいこと
ポケット加工を含む部品を見積もる際は、以下の点を確認すると安心です。
- ポケット深さに対して内側Rが小さすぎないか
- 工具が無理なく届く形状か
- ピン角が必要か
- 逃げ形状を追加できるか
- 底面や側面に厳しい面粗度が必要か
- 加工範囲を小さくできないか
ポケット加工は、見た目以上に加工時間へ影響します。
特に、深いポケットや小さいRがある場合は、加工方法や工具選定を含めて確認することが大切です。
まとめ
ポケット加工は、材料の一部を掘り込むように削る加工です。
部品の軽量化、逃げ形状、はめ込み部、座ぐり形状など、さまざまな用途で使われます。
一方で、ポケットの深さや内側コーナーRによって、加工費が大きく変わることがあります。
特に、深いポケットに小さいコーナーRを指定すると、細く長い工具が必要になり、加工時間や工具折損のリスクが増えます。
ポケット加工を依頼する際は、以下のポイントを確認しましょう。
- 内側コーナーRをできるだけ大きくする
- 深いポケットに小さいRを指定しない
- ピン角が本当に必要か確認する
- 必要に応じて逃げ穴や逃げ溝を検討する
- 図面に深さやRを明確に記載する
加工しやすい形状にすることで、加工費や納期を抑えられる可能性があります。
Mitsuriでは、製造業・金属加工に関する依頼や相談を、
初心者でもかんたんに、進めることができます。
図面が未確定な段階からでも分かっている条件を整理したうえで、
複数の工場に相談できます。