
2023-11-07
TIG(ティグ)溶接は、高性能・高品質、かつ美麗な仕上がりが得られるアーク溶接法の一つです。また、導電性を持つ金属ならばほぼ適用可能で、鉄鋼やステンレス鋼のほか、アルミニウム合金やマグネシウム合金なども溶接することができます。
しかし、アーク溶接には、被覆アーク溶接やマグ溶接、ミグ溶接などの多様な溶接法があるため、TIG(ティグ)溶接が他の溶接法とどのように異なり、優れているのか分からないという方もいらっしゃるでしょう。
そこで、今回の記事では、TIG(ティグ)溶接の詳細や原理、また特徴について説明していきます。また、実際のTIG(ティグ)溶接の方法・工程を動画と併せて解説していきますので、溶接をご依頼するときの参考にしてください。
TIG(ティグ)溶接は、Tungsten Inert Gas(タングステン不活性ガス)溶接を略したもので、アーク溶接法の一種です。そのアーク溶接法の中でも、タングステンを電極に用いた非溶極式に分類され、溶接部をアルゴンなどの不活性ガスでシールドしながら、必要に応じて溶加材を溶かし込んで溶接する方式です。
溶接には、融接、圧接、ろう接の3種類の方法があります。これらの方法は、以下のように被溶接材料(母材)を接合しますが、TIG(ティグ)溶接は融接による溶接法の一つです。
溶接の種類
●融接…熱で母材を溶かし、必要に応じて溶かした溶加材を加え、凝固させて接合
●圧接…圧力を母材に加えて接合
●ろう接…母材を溶かすことなく、溶加材のみを溶かし、溶加材を接着剤のように用いて母材を接合
融接による溶接法は、母材を溶かす手段により、ガス溶接、アーク溶接、レーザー溶接、電子ビーム溶接に分けられます。TIG(ティグ)溶接は、これらの溶接法の中のアーク溶接にあたります。
融接の種類
●ガス溶接…可燃性ガスを燃焼させることで発生する熱で母材を溶融
●アーク溶接…気体中の放電現象に伴って発生する熱で母材を溶融
●レーザー溶接…レーザー光を照射することで母材を溶融
●電子ビーム溶接…加速した電子を衝突させることで母材を溶融
参考:【アーク溶接とは!?】代表的な種類や特徴と「メリット・デメリット」を解説
アーク溶接は、母材を溶かすと共に、電極を溶かし溶加材としても用いる溶極式と、消耗しない電極を用い、別に溶加材を添加する非溶極式に分けられます。
TIG(ティグ)溶接は、非溶極式のアーク溶接法で、融点が3380℃と金属の中で最も高融点のタングステン、もしくはタングステン合金を電極として使用します。
なお、タングステンを電極に用いる非溶極式には、プラズマ溶接という溶接法もあります。下図のようにTIG(ティグ)溶接と非常に似通った方法ですが、その違いは、電極をノズルとプラズマガスで包み込むことで、アークが広がらないように絞っていることです。
それにより、そのアークは電流密度が高く、熱効率や熱集中性もTIG(ティグ)溶接と比べて高くなります。そのため、精度が高く、速度が早い優れた溶接法と言えるでしょう。ただし、プラズマ溶接は、TIG(ティグ)溶接よりも高コストであるというデメリットがあります。
アーク溶接では、アーク放電を安定的に維持する、酸化を防止するなどの目的から溶接部をガスでシールドする場合があり、シールドガスを用いる方式をガスシールドアーク溶接と言います。
TIG(ティグ)溶接は、ガスシールドアーク溶接に分類されますが、特にシールドガスに不活性ガスを用いることからイナートガスアーク溶接と呼ばれることもあります。
TIG(ティグ)溶接で使用されるシールドガスは、酸素を含まないアルゴン・ヘリウム・アルゴンとヘリウムの混合ガス・アルゴンと水素の混合ガスの4種類に限られています。その理由は、電極に用いるタングステンが高温下で酸化しやすく、千数百℃程度まで融点が低下してしまうことがあるからです。
なお、ヘリウムや水素を含んだ混合ガスは、アーク放電の発熱量の上昇による、溶け込み深さの増大や溶接速度の向上を目的として用いられます。しかし、水素含有の混合ガスでは、水素を吸収して強度が低下する水素脆化が生じることがあるため、使用可能なのはオーステナイト系ステンレス鋼とニッケル合金に限られます。
アルミニウムやマグネシウムをTIG(ティグ)溶接する場合は、アーク放電のクリーニング作用を活かすことができる交流が主に使用されています。
TIG(ティグ)溶接では通常、電極が陰極、母材が陽極の正極性で、直流を流して溶接を行います。これは、電子を放出する電極に比べ、電子が衝突する母材側がより加熱されることを理由とします。
一方、電極が陽極、母材が陰極の逆極性では、電子が衝突する電極が消耗すると同時に、電子を放出する母材表面の酸化物が還元され、酸化物が取り除かれるクリーニング作用が生じます。逆極性での溶接は、電極の消耗により長時間の溶接ができないという欠点があるものの、酸化膜の融点が2000℃超と高く、正極性での溶接が困難なアルミニウムやマグネシウムなどでは極めて有効です。
そこで、アルミニウムやマグネシウムには、クリーニング作用を活かすと共に電極の消耗も抑制した交流TIG(ティグ)溶接が用いられています。
次に、TIG(ティグ)溶接の原理を説明していきます。
TIG(ティグ)溶接では、電極と母材間に高電圧を加え、高電流を流すことで起こるアーク放電によって生じる熱を利用して溶接します。
アーク放電は、電極と母材間の電位差によって不活性ガスの電離が進行し、本来絶縁体である気体が導電性を持つプラズマとなることで起こります。プラズマは、電流路になってアーク放電を保つ役割を果たすとともに、熱を発生して母材や溶加棒を溶かします。細いタングステン電極と母材との間に生じるアーク放電は、電極から母材に向かって拡がるベルのような形状となり、中心部で1万数千℃、外周部でも1万℃程度の高温を示します。
このアーク放電の維持には、適切な電圧と電流の供給が必要です。その電圧と電流の関係は不活性ガスがアルゴンの場合、下のグラフのようになり、アークが長いほど必要な電圧は大きくなります。ただし、TIG(ティグ)溶接機は一般に、溶接電流のみが設定可能で、設定された電流を出力するために電圧を自動で増減する定電流特性を備えたものが多いです。

アーク放電を維持するために必要な電圧と電流は、使用する不活性ガスによっても大きく異なります。例えば、溶接電流を200Aとすると、下のグラフのようにヘリウムではアルゴンの約2倍の電圧が必要です。そのため、ヘリウムを不活性ガスに用いる場合は、溶接機の最大電圧が十分に高いものを選ぶ必要があります。

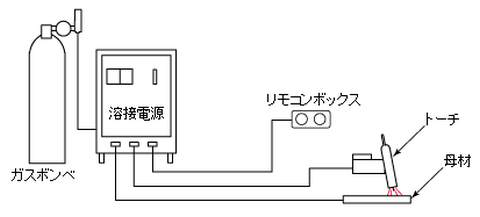
TIG(ティグ)溶接では、下図のような装置構成で溶接が行われます。装置構成に見られるように、溶接電源に母材を接続し、通常はトーチの電極を陰極、母材を陽極とします。そして、リモコンボックスやトーチの手元のスイッチで、ガスの供給や電流の入切を操作して溶接を実施します。
アーク放電が発生すると、下図のように、母材と溶接する金属、および溶加棒が溶け出して溶融池を形成します。この溶融池が凝固したものがビードとなるので、溶接の性能や品質、仕上がりの美しさは溶融池の状態によって左右されます。

引用元:独立行政法人 産業技術総合研究所 加工技術データベース
次は、TIG(ティグ)溶接の特徴について見ていきましょう。
まず、TIG(ティグ)溶接は、融接による溶接法の一つであることから、融接に共通した以下の特徴があります。
融接の特徴
溶接における、2つの母材の接合部分、もしくは接合しようとしている部分を溶接継手といいます。代表的な溶接継手には、以下の突合せ溶接継手、重ね溶接継手、隅肉溶接継手が挙げられます。

引用元:株式会社新東
ティグ溶接は、アーク溶接の一つでもあることから、アーク溶接に共通した以下のような特徴があります。
アーク溶接の特徴
参考記事
レーザー溶接については、以下の記事に詳細がございますので、参考にしてください
⇒【レーザー溶接】仕組み(原理)やメリット・デメリットなどの特徴をご紹介!!
TIG(ティグ)溶接は、アーク溶接の中でも非溶極式の溶接法ですが、非溶極式であるということから以下のような特徴を持ちます。なお、上の写真は、溶接用のタングステン電極棒です。
ティグ溶接の特徴
TIG(ティグ)溶接はまた、シールドガスを使用するアーク溶接でもあります。そのため、TIG(ティグ)溶接は、ガスシールドアーク溶接に共通する以下のような特徴を持ちます。
ガスシールドアーク溶接と共通する特徴
TIG(ティグ)溶接は、アーク溶接の他の溶接法と比較して、以下の特徴を持ちます。
他の溶接法と比較した特徴

引用元:独立行政法人 産業技術総合研究所 加工技術データベース
溶接姿勢は、溶接する際の作業者と溶接部の位置関係を指す言葉です。溶接姿勢には、上図に見られるような、下向、立向上進、立向下進、上向、横向の5つの姿勢があります。これらの溶接姿勢は、溶融池に作用する重力の方向を変えるため、溶接速度や溶け込み深さ、ビード形状などに下表のような影響を与えます。

TIG(ティグ)溶接は、初心者でも扱いやすい溶接方法であるため、個人がDIYや趣味などで溶接する時やプロが鉄工所で細かい溶接をする時など、幅広い用途に活用されています。
そんなTIG(ティグ)溶接のメリットとデメリットを見てみましょう。
TIG(ティグ)溶接の主なメリットは次のようなことです。
TIG(ティグ)溶接は、金属の中で最も融点の高いタングステンを電極としているため、炭素鋼・ステンレス鋼・低合金鋼などの鉄系金属からニッケル合金・銅合金・アルミニウム合金・チタン合金・マグネシウム合金などの非鉄系金属まで、工業用で使用されるほとんどの金属の溶接が可能です。
TIG(ティグ)溶接は、溶接部を保護するシールドガスにより、耐食性や靭性に優れた溶接が可能なので、強度を高めることができます。
不活性ガスを使用して溶接するTIG(ティグ)溶接は、溶けた金属(スラグ)や金属粒がパチパチ跳ねるスパッタや金属表面の穴やくぼみ(ピット)ができにくい溶接方法です。そのため、溶接後に溶接部のスラグ清掃やスパッタ除去の手間が必要ない美しい仕上がりが見込めます。
溶接肉も少ないので、薄板・複雑な形状の溶接など、精密な溶接も質が良くできます。
TIG(ティグ)溶接は、シールドガスで溶接部を保護し、空気をシャットアウトしながら溶接するため、金属表面が酸化しにくくスラグも発生せず、不純物の混入も少なくなるので、溶接部位の欠陥が起きにくくなります。ですからTIG(ティグ)溶接は、RT検査・PT検査・MT検査などの検査の合格率も高く、品質の良い溶接法なのです。
電極が解けないため母材の溶接部の視野がきちんと確保でき、複雑な形状でもよく見て溶接することができます。また、溶接速度が遅いため、初心者でもゆっくり丁寧に溶接作業ができるので、溶接部が滑らかで光沢がある美しい仕上がりになります。
ナメ付けとも呼ばれる共付けとは、溶加棒(溶接棒・フィラーワイヤともいう)を使用せずに母材同士を直接接合する溶接のことで、TIG(ティグ)溶接ならではの溶接法です。
共付けする場合、溶接部には余分な溶接肉が付かず、母材同士の馴染みも良い仕上がりになります。ステンレスの薄板などを接合するのに適しています。
スラグ・火花などが出てはいけない環境下でも、火花が出ないTIG(ティグ)溶接法なら溶接することができます。例えば原子力発電所や繊維工場など、火花で火災や事故などが起きやすい環境下での溶接に、TIG(ティグ)溶接は向いています。
火花を散らさず溶接できるため、他の溶接方法より作業中の騒音が極めて少なく、作業への集中力を高めるのはもちろん、周りへの迷惑も少なくなります。
メリットが多いと思われるTIG(ティグ)溶接にも、当然デメリットがあります。
TIG(ティグ)溶接は、溶接部位をシールドガスで覆う必要がありますが、シールドガスは風が吹くと飛んでしまうため、屋外の溶接には向いていないといえます。屋外でTIG(ティグ)溶接を行う場合は、風除けをするなどの溶接環境を養生する、アルゴン流量を増やす、大溶量ガスレンズに変えるなどの対策が必要になり、コストや手間、作業時間がかさみます。
TIG(ティグ)溶接は、溶接速度が他の溶接法より遅いため、溶接作業に時間がかかり、大量生産や短時間での溶接には向かない溶接法です。
作業効率を上げるためには、対策として電流を上げる方法しかありません。作業効率を優先したい場合は、半自動溶接や被覆アーク溶接に変更する方が良いでしょう。
タングステンの電極は消耗が少ないので溶接を長時間連続してできますが、シールドガスに使用する不活性ガス(アルゴンガスやヘリウムガスなど)が高価なため、ランニングコストがかかるのがデメリットです。
シールドガスの流量を適切にすることや、シールドガスの仕入れ値を交渉するくらいで、根本的な解決は難しくなります。
手作業で細かく精密な溶接を美しく仕上げるためには、技術の習得が必要になります。ローリング・浮かし・溶加棒の送り方などの技術を身に着けなければなりません。
しかも、シールドガスが高価なため練習を重ねにくく、習得に個人差が出ることもあり、作業者の熟練度の違いで仕上がりの美観が違ってきます。
TIG(ティグ)溶接は、火花などは発生しませんが、強い光が発生します。この光が直接目に入ると角膜や網膜へダメージを与えるため、角膜炎症・白内障・網膜損傷などを招く危険性があります。電気性眼炎などを防ぐためにも、保護メガネなどを着用する必要があります。
TIG(ティグ)溶接は、他の溶接方法では難しいとされるステンレスやアルミの母材を溶接する時に向いている方法です。
火花やスパッタがないためクリアな視界で溶接でき、美しい仕上がりが実現できますので、什器など複雑な形状や細かい溶接、また仕上がりの美観を重視する製品の溶接に適しているといえます。
しかしTIG(ティグ)溶接は、他の溶接方法に比べ溶接速度が遅いため、作業効率から考えると、溶接箇所があまり多くない製品作製に用いることをおすすめします。
つまりTIG(ティグ)溶接は、作業効率より美観重視の溶接方法ということになります。
他にも、ステンレスの薄物同士の接合や、溶加棒を使用しない共付け(ナメ付け)にも、TIG(ティグ)溶接がおすすめです。
●TIG(ティグ) 溶接に向いている製品例
それでは、TIG(ティグ)溶接は実際にどのように行うのか、上のアルミニウムのTIG(ティグ)溶接の動画を参考に解説していきます。
動画では、厚さ2mmの1000系アルミ板を、初めに溶加棒なしで、次に溶加棒ありで溶接しています。また、溶接継手の構造は板金を並べる形の突合せ溶接継手、溶接姿勢は下向姿勢で溶接しています。
溶接するにあたって、まず以下の道具を用意し、正常に使用できるか確認しておく必要があります。
用意する道具
特に、タングステン電極はグラインダなどで先端の形状を整える必要がありますが、動画にあるように、アルミ溶接の場合は先端を鈍角に研磨して使用します。また、アルミ溶接では、溶接前に母材の脱脂が必要なことも注意してください。
溶接の実作業では、まず2枚のアルミ板を接合する並びにそろえ、両端を仮付けします。このとき、電極を材料から2mm程度離してアークを発生させます。なお、溶極式のアーク溶接では、電極を接触させてアークを発生させる接触法が用いられますが、非溶極式では、電極が消耗するため、電極を材料に接触させないようにしましょう。
次に、仮付けしたアルミ板を溶接していきます。溶接は、トーチを45°程度傾け、溶融池が電極前にちょうど見える位の速度で行っていきます。
溶加棒を用いない場合の仕上がりは、ビードがへこんでおらず、かつ裏側まで溶けている状態であれば良い品質であると言えるでしょう。
溶加棒ありの溶接にあたり、利き腕が右の場合は、溶加棒を左にトーチを右に持ち、右から左へと溶接します。
溶接方法は溶加棒なしと同様ですが、溶加棒はアークに触れるとはじかれてしまうので、溶融池に横から差し込みながら溶接していきます。
溶加棒を用いた場合の仕上がりは、ビードの盛り上がり高さが均一で、溶加棒なしと同様に裏側まで溶けている状態であれば良い品質と言えます。

引用元:株式会社大畠製作所
アルミを交流TIG(ティグ)溶接した製品事例のアルミ製ハンドルです。油分や細かな傷等をスコッチブライトで仕上げられています。

引用元:モリヤス・アイアンワークス
チタンをTIG(ティグ)溶接したバイクのマフラーの製品事例です。精密に角度切りしたパイプを共付け(ナメ付け)し、なめらかで光沢のある美しい溶接面に仕上げられています。
向かって左のステー部は強度が必要なため、溶加棒を使用し接合していますので溶接ビードがあります。
TIG(ティグ)溶接は、金属中で最も高融点のタングステンを電極に用い、溶接部をアルゴンなどの不活性ガスで覆いながら溶接する方式のアーク溶接法の一つです。
TIG(ティグ)溶接は、アーク放電で発生する熱によって金属を溶かし、溶融した金属を凝固させることで溶接します。そのようなアーク溶接法の原理を利用していますが、タングステン電極や不活性ガスを用いることから、多様な金属の溶接が可能で、溶接欠陥の少ない溶接法となっています。
一方、TIG(ティグ)溶接は、素材や溶接形状によって溶接方法を多様に変えることが必要な溶接法でもあります。そのため、溶接可能な素材や形状、また仕上がりは、メーカーに大きく異なります。
Mitsuriでしたら、日本全国に協力工場が350社以上あるため、TIG(ティグ)溶接を専門とするメーカーをご紹介できます。
TIG(ティグ)溶接でお困りの際は、ぜひMitsuriにお申し付け下さい。
.png)










.jpeg)
.jpeg)


